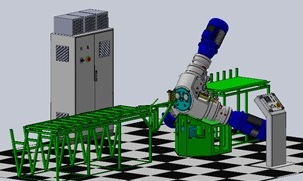
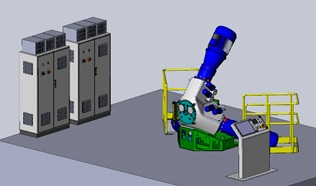
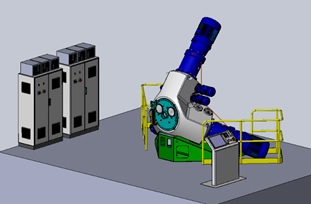
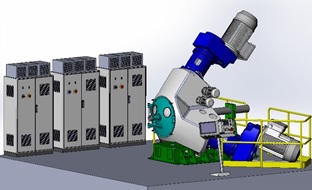
Станы поперечно-винтовой прокатки типа СВП
(СВП-110, СВП-125, СВП-160, СВП-210, СВП-250, СВП-300 и СВП-360)
Станы поперечно винтовой прокатки СВП-110, СВП-125, СВП-160, СВП-210, СВП-250, СВП-300 и СВП-360, предназначенные для горячей и теплой прокатки прутков диаметром от 6 до 90 мм всех видов черных, цветных металлов и их сплавов, включая жаропрочные (вольфрам, молибден, ниобий, нихром и т.д.), пружинные, малопластичные и материалы с малым модулем упругости. Калибровка прокатных валков и подобранные режимы прокатки (температура нагрева перед прокаткой, скорость прокатки и режимы охлаждения) позволяют получить металлические материалы с регламентированной микрокристаллической структурой равномерной по всему сечению.
Станы предназначены для серийного, мелкосерийного и разового выполнения заказов в действующем производстве или для перекатки мелкими партиями заготовок под необходимый размер с обеспечением гарантированной структуры материала и его свойств, что необходимо для получения изделий из специальных сталей и сплавов и удовлетворения самых высоких требований Заказчика.
Станы СВП выпускаются в двух модификациях по способу регулировки положения валков и настройке стана на заданный маршрут прокатки:
- с ручной настройкой по механическим лимбам на заданный размер и маршрут прокатки;
- с компьютерным управлением всеми режимами прокатки (промышленным компьютером).
Станы СВП выпускаются в двух модификациях по изготовлению силовой станины:
- со сборной силовой станиной имеет обозначение (С);
- с целиковой литой станиной имеет обозначение (В).
Для получения качественной поверхности готового прутка после прокатки станы СВП могут оснащаться приспособлением для шлифовки валков непосредственно в самом стане, что позволяет устранить все неточности изготовления, биение валков, износ деталей крепления валков и обеспечить необходимую геометрию калибрующего пояска валков.
По заданию Заказчика станы могут оснащаться оборудованием для прокатки в вакууме или защитной среде.
Основные технические характеристики станов приведены в таблице.
|
№№ п/п |
Наименование характеристики |
СВП-110 |
СВП-125 |
СВП-160 |
СВП-210 |
СВП-250 |
СВП-300 |
СВП-360 |
|
1 |
Размеры готового прутка на выходе, мм: - Минимальный диаметр - Максимальный диаметр |
8 25 |
10 25 |
12 30 |
15 40 |
20 50 |
30 70 |
40 90 |
|
2 |
Размеры заготовки на входе, мм: - Минимальный диаметр - Максимальный диаметр |
15 35 |
15 40 |
15 50 |
18 60 |
20 80 |
30 100 |
50 120 (140) |
|
3 |
Количество рабочих валков |
3 |
3 |
3 |
3 |
3 |
3 |
3 |
|
4 |
Максимальная вытяжка (степень деформации, %): |
9 (89%) |
9 (89%) |
9 (89%) |
9 (89%) |
9 (89%) |
9 (89%) |
9 (89%) |
|
5 |
Напряжение 3-х фазной питающей сети, Вольт: |
380 |
380 |
380 |
380 |
380 |
380 |
380 |
|
6 |
Масса оборудования (минимальная комплектация, без входного и выходного стола), не более тонн |
3,5 |
7,5 |
8,5 |
9,5 |
25,0 |
52,0 |
78,0 |
Особенности конструкции станов СВП, обеспечивающих их преимущество:
- Минимальные габариты, простота и надежность конструкции, максимально использованы стандартные детали, производимые серийно, что повышает надежность конструкции и снижает её стоимость;
- Быстрая перенастройка на новый размер, путём изменения настройки стана по механическим лимбам или заданием параметров с компьютера;
- Возможность производства малотоннажных заказов с большим выходом годного за счёт исключения отходов на настройку станов и образования дефектов при прокатке, за счёт сохранения в компьютере отработанных режимов прокатки и их воспроизведении при повторной прокатке;
- Интенсивная пластическая деформация позволяет производить разогрев металла в процессе прокатки в зависимости от скорости прокатки и конфигурации прокатного инструмента. Станы оснащены водяным или водо-воздушным охлаждением прокатного инструмента (рабочих валков) и прокатываемого металла. Раздельное регулирование тепловыделения за счёт регулировки скорости прокатки и отвода тепла из очага деформации при помощи охлаждения (раздельное регулирование охлаждения валков и прокатываемого материала), позволяет производить изотермическую прокатку и гарантированно получать регламентированную структуру и механические свойства прокатываемого металла, что обеспечивает удовлетворение самых высоких требований Заказчика;
- Станы оснащены компьютерным управлением с сохранением и воспроизведением ранее отработанных режимов прокатки, с возможностью регулировки на износ валков (переточку, наплавку);
- Минимальная длина заготовки 150 мм, что позволяет производить перекат качественной обрези или немерной заготовки в готовую продукцию;
- Быстрая и удобная замена прокатного инструмента при помощи специального приспособления;
- Большой диапазон прокатываемых диаметров заготовки и готовой продукции обеспечивается, как в пределах одного комплекта, так и пределах нескольких разных комплектов инструмента и настройкой стана;
- Шлифовка валков непосредственно в самом стане, что устраняет биение валков и повышает точность и качество поверхности прокатанного изделия;
- Многократная реставрация прокатного инструмента путём переточки (перешлифовки) или наплавки рабочих валков;
- Станы СВП имеют большой запас по прочности позволяющий воспринимать большие перегрузки против номинальных, что позволяет им прокатывать проблемные места заготовок (пониженная температура, завышенный диаметр заготовки и т.д.) без остановок;
- Применение компьютерного управления позволяет вести статистику производства, выдавать необходимые данные для технологов для совершенствования технологии производства и обеспечивать идентификацию и прослеживаемость производства продукции в соответствии с ISO9001, штрих-кодирование продукции и т.д.;
- По заданию Заказчика станы СВП могут быть оснащены оборудованием для прокатки в вакууме или защитной среде.
Станы соответствует всем нормам стандартов безопасности и ГОСТам ССБТ по охране труда, пожарной, промышленной и экологической безопасности действующим в Российской Федерации.
По заданию Заказчика могут быть разработаны и изготовлены специальные станы поперечно-винтовой прокатки для деформации нужных материалов и сплавов под необходимые размеры.
Разработчик постоянно совершенствует конструкцию прокатных станов.
Защита интеллектуальной собственности
Конструкция станов защищена тремя патентами Российской Федерации.
ООО «ИПДМ Инжиниринг» разработало методику расчёта профиля прокатного инструмента для обеспечения заданных режимов прокатки и гарантированного получения заданных характеристик прокатываемого материала.
Разработана уникальная методика шлифовки валков непосредственно в прокатном стане.